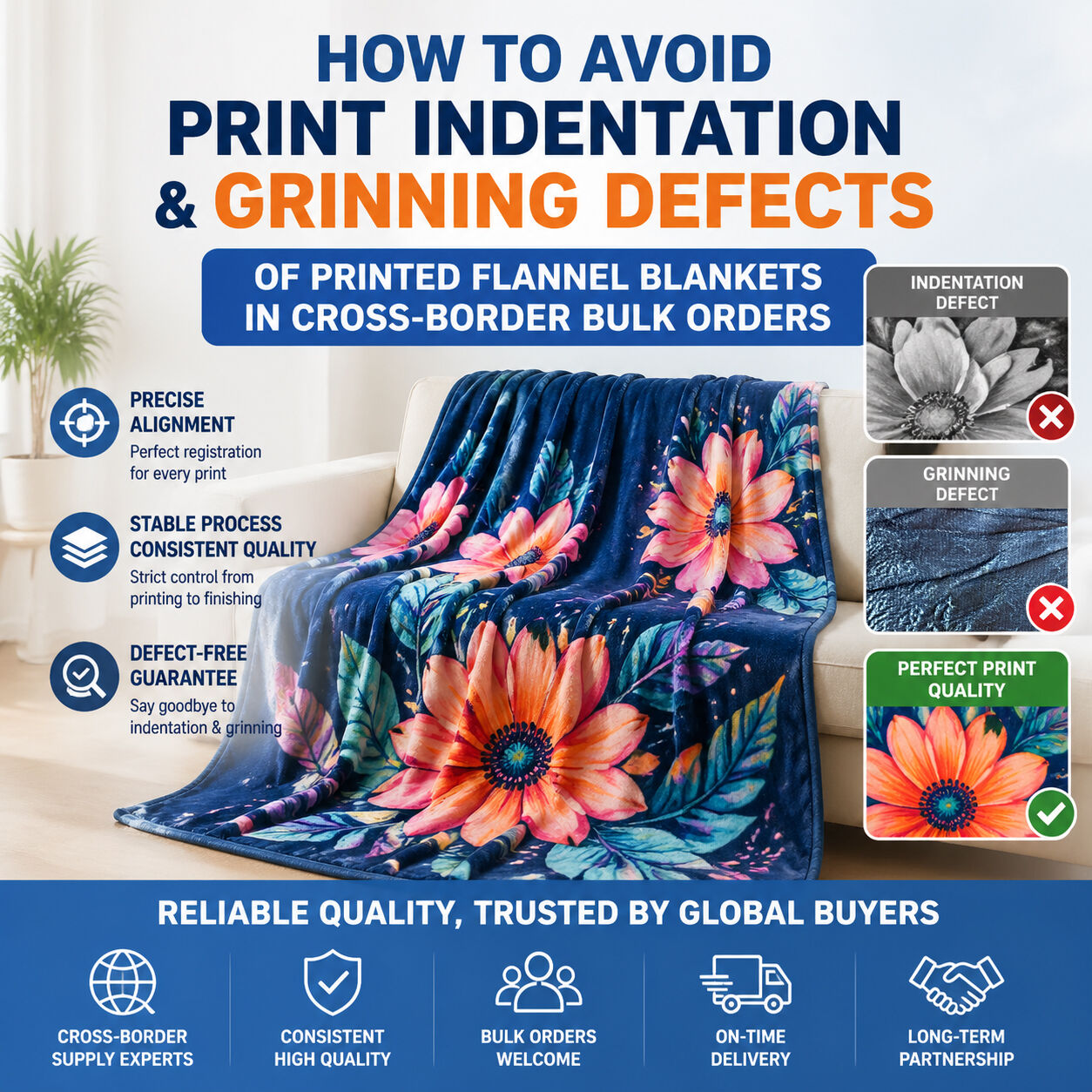
Points sensibles du secteur B2B des couvertures : pertes cachées causées par les défauts d’indentation et de « grinning » (déformation des bords) lors de l’impression numérique – Couverture personnalisée privée
Contrairement aux commandes de détail en petites quantités, les expéditions B2B de couvertures en grandes quantités doivent répondre à des normes industrielles strictes en matière d’inspection qualité et d’accès aux rayons des détaillants. Des défauts d’impression apparemment mineurs peuvent déclencher une série de pertes commerciales importantes tout au long de la chaîne d’approvisionnement :
Refus des marchandises par les supermarchés de grandes chaînes de supermarchés adoptent des politiques de tolérance zéro en ce qui concerne les défauts évidents d’indentation d’impression, d’aplanissement des villosités et de « grinning ». Les marchandises non conformes sont directement rejetées, ce qui entraîne des retards dans la mise en rayon et des échecs de commandes par lots.
Coûts supplémentaires de la chaîne logistique les marchandises défectueuses nécessitent un tri secondaire, une réimpression et un reconditionnement, générant des frais supplémentaires de main-d’œuvre, de matériaux et d’entreposage. Les expéditions retardées entraînent également des pénalités de fret maritime et des risques de rupture contractuelle.
Atteinte à la crédibilité des partenariats une qualité de produit instable réduit la confiance des acheteurs, entrave les commandes répétées et la coopération stratégique à long terme, et nuit négativement à la réputation de marque des fournisseurs sur le marché mondial des articles textiles pour la maison.
Pertes logistiques irréversibles le transport transfrontalier sur de longues distances implique plusieurs étapes de manutention, d’empilement et de transbordement. Les défauts d’impression causés par l’emballage sont irréversibles, ce qui conduit à des taux élevés d’indemnisations après-vente et à des pertes opérationnelles.
Les données de production industrielle montrent que 70 % des défauts d’impression sur les couvertures en molleton après le transport proviennent d’un contrôle non standard du procédé d’impression, tandis que 30 % sont causés par un conditionnement en vrac inadapté et un empilement sous haute pression .
Une optimisation systématique de la technologie d’impression en amont de la production et des procédures d’emballage transfrontalières permet d’éliminer efficacement plus de 95 % de ces problèmes de qualité.
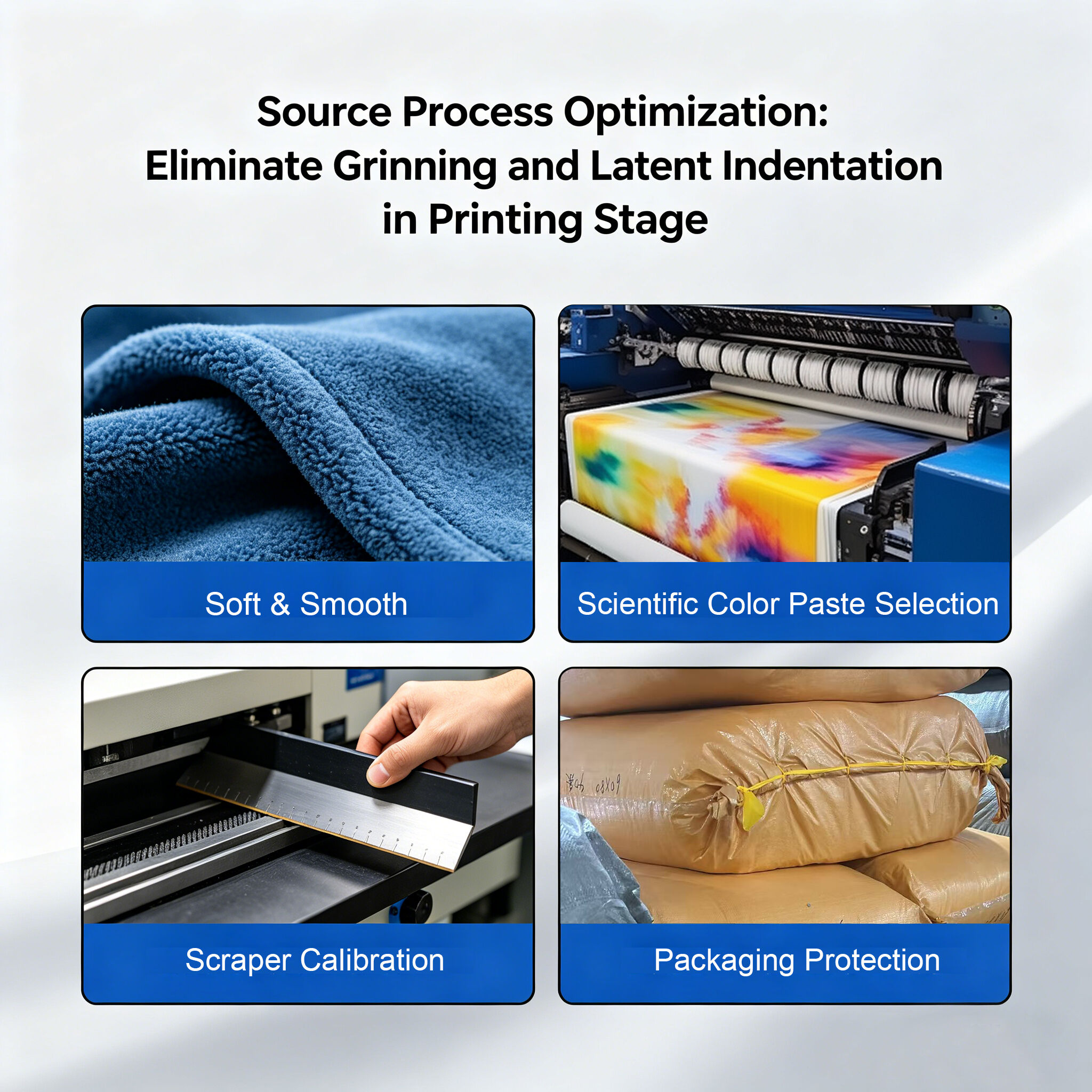
Optimisation du processus d’approvisionnement : éliminez le « grinning » (déformation des bords) et l’indentation latente à la phase d’impression numérique
Le molleton se caractérise par une pile fine, dense, souple et extensible. En raison de ces propriétés, il est particulièrement sensible à l’aplatissage des fibres, à la décoloration et aux indentations sous pression lorsqu’il est traité avec des paramètres d’impression inadéquats ou soumis à une compression externe. Des procédures de production standardisées sont essentielles pour prévenir ces défauts courants.
Sélection scientifique des pâtes colorantes et maîtrise de la pénétration de l’encre
Une pâte colorante écologique à haute perméabilité, spécifiquement conçue pour les matières en molleton de flanelle, garantit une pénétration complète de l’encre sur les deux tiers de l’épaisseur de la fibre du tissu, évitant ainsi l’impression superficielle sur la surface des poils. Pour les couvertures épaisses et lourdes en flanelle, régler précisément la température, la pression et le temps de maintien lors de l’impression par transfert thermique afin d’éviter toute déformation du motif, l’aplatissement des poils et les défauts de « grinning » (apparition de lignes blanches entre les motifs) causés par le pliage et la compression ultérieurs.
Étalonnage de la raclette et normalisation de la pression d’impression
Vérifier et corriger régulièrement la planéité de la raclette afin d’assurer un équilibre de la pression d’impression gauche-droite et une sortie uniforme de la pâte colorante. Ajuster avec précision la zone de couverture de la pression d’impression sérigraphique pour résoudre les problèmes courants tels que l’absence partielle de couleur, la coloration inégale et les micro-déformations concaves-convexes dues à une pression insuffisante ou instable.
Protection des produits imprimés lors de l’emballage
Après l'impression et l'emballage final, tous les produits de couvertures en flanelle doivent être placés à plat pour un refroidissement naturel. L'empilement dense et la compression sous forte pression sont strictement interdits pendant la phase de stockage temporaire, ce qui évite efficacement la formation d'empreintes permanentes irréversibles sur les motifs imprimés.
La couverture est empilée et placée dans un sac tissé. Emballé de manière à minimiser les plis et les froissements
Système professionnel d'emballage en vrac transfrontalier : normes d'expédition « zéro empreinte » et « zéro sourire »
Le transport maritime international, le fret aérien et le fret terrestre présentent des caractéristiques telles qu'une longue durée de transport, de multiples transbordements et un chargement en conteneur à forte hauteur. Un ensemble de procédures normalisées d'emballage en vrac B2B est essentiel pour résister à la pression externe et éviter les dommages aux impressions. Le système d'emballage anti-pression et anti-défaut en quatre couches suivant s'adapte à tous les scénarios de transport transfrontalier :
Privilégier l'emballage en rouleau afin d'éviter les empreintes dues au pliage
L’emballage en rouleau est la solution la plus efficace pour éliminer les marques de pliage sur les couvertures en flanelle imprimées. Placez la face imprimée vers l’extérieur et enveloppez chaque rouleau dans un papier d’isolation professionnel sans pression afin d’éviter le frottement entre les motifs des couches superposées et les empreintes dues à la pression. Pour les couvertures de petite taille nécessitant un emballage plié, maîtrisez strictement le nombre de pliages et équipez les bords de bandes amortissantes en coton afin de répartir la pression locale et de préserver l’intégrité des motifs.
Conception d’emballage intérieur anti-déplacement et anti-extrusion
Chaque couverture finie est emballée individuellement dans des sacs sous vide composites en PA+PE épaissis, avec un taux de compression stablement contrôlé entre 40 % et 60 %. Une compression modérée permet de gagner de l’espace logistique tout en évitant l’aplatissement des poils et les marques d’empreinte sur le motif causées par une aspiration excessive. Remplissez le sac avec un tissu non tissé souple afin de maintenir la couverture en position et d’éliminer l’abrasion du motif ainsi que les déformations (« grinning ») provoquées par les secousses lors du transport. Pour les produits en flanelle à longs poils à haute élasticité, un emballage supplémentaire en film bulle est adopté afin d’améliorer la résistance aux chocs.
Emballage extérieur en carton haute résistance conforme aux exigences transfrontalières
Adopter des cartons renforcés à double ondulation avec une résistance à l’éclatement d’au moins 1400 kPa afin de s’adapter au chargement en hauteur dans les conteneurs et à la manutention mécanique. Limiter le poids brut unitaire par carton à 25 kg afin d’éviter les pressions localisées excessives. Remplir les espaces internes avec des sacs gonflables amortisseurs et du coton perle afin d’assurer un positionnement fixe, sans desserrage ni secousse. Placer des couches isolantes en carton rigide entre les cartons empilés et apposer les étiquettes normalisées d’avertissement pour l’expédition, notamment INTERDIT D’EMPILER, MAINTENIR DROIT, FRAGILE , avec une hauteur maximale d’empilement de 1,5 mètre afin d’éviter les dommages causés par une pression excessive venant d’en haut.
Renforcement intégré des palettes pour les commandes en chargement complet de conteneur
Pour les commandes en vrac en conteneur complet (FCL), utilisez un film d’emballage intégral et renforcez les angles des palettes à plusieurs endroits à l’aide de protège-coins afin d’éviter toute déformation par compression lors du chargement, du déchargement et du transbordement. Équipez les marchandises destinées au transport maritime de sachets dessiccateurs et d’étiquettes professionnelles anti-humidité pour résister aux fortes humidité et variations de température rencontrées pendant le transport maritime, empêchant ainsi la déformation humide du tissu et les défauts d’impression indirects.
L’indentation et le « grinning » (déformation des bords) lors de l’impression numérique constituent des problèmes de qualité fréquents pour les couvertures en flanelle imprimées en vrac à destination internationale. Selon les statistiques, 70 % de ces défauts proviennent de procédés d’impression médiocres, et 30 % d’un emballage inadéquat ainsi que d’un empilement sous forte pression pendant le transport. L’adoption de contrôles d’impression optimisés et d’un système professionnel d’emballage anti-pression permet d’éliminer plus de 95 % de ces problèmes, évitant ainsi efficacement le rejet des marchandises, les coûts supplémentaires dans la chaîne d’approvisionnement et les pertes logistiques.
Shaoxing EDI Textile se spécialise dans la production de couvertures en molleton et l'exportation transfrontalière. Grâce à des techniques optimisées d'impression, à un conditionnement transfrontalier standardisé et à un contrôle qualité rigoureux sur l'ensemble du processus, nous fournissons des solutions personnalisées sans défaut aux grossistes mondiaux et aux acheteurs en gros afin d'assurer des expéditions stables et sans pertes.
Rencontrez-vous des défauts d'impression sur vos couvertures ou une qualité instable de conditionnement dans vos commandes en gros ?
Contactez EDI Textile aujourd'hui pour des solutions clés en main sur mesure et une assistance technique gratuite afin d'assurer une livraison en gros entièrement exempte de défauts.
FAQ
Q1 : Quelles sont les causes des marques d’impression et des déformations sur les couvertures en flanelle ?
A1: Je suis désolé. Cela est principalement dû à des paramètres d’impression non conformes, à une pénétration insuffisante de l’encre, à un séchage inadéquat ainsi qu’à un emballage en vrac et un empilement sous pression non conformes pendant le transport transfrontalier.
Q2 : Quelle est la meilleure méthode pour éviter les marques d’impression sur les couvertures en flanelle ?
A2 : L’emballage en rouleau avec les côtés imprimés tournés vers l’extérieur est le choix optimal. Associez du papier de séparation, des matériaux amortisseurs et un empilement standardisé des cartons afin d’éviter les plis et les marques de pression.
Q3 : L’emballage sous vide endommage-t-il les motifs imprimés sur la peluche ?
A3 : Non. En maîtrisant le taux de compression entre 40 % et 60 % et en utilisant des matériaux de fixation et d’amortissement, on peut efficacement prévenir l’aplatissement des poils et les marques d’indentation sur les motifs.
Q4 : Proposez-vous des solutions d'emballage personnalisées ?
Oui. Shaoxing EDI Textile propose des solutions de conditionnement par enroulement/déploiement, des paramètres de compression et des dispositifs de protection adaptés aux grossistes, aux supermarchés et aux acheteurs de marques.
Vous avez besoin de solutions personnalisées ? Si vous rencontrez des problèmes d'empreintes, de défauts de « sourire » ou de qualité instable du conditionnement en gros lors d'expéditions transfrontalières de couvertures en molleton imprimées, n'hésitez pas à contacter Shaoxing EDI Textile pour des solutions professionnelles clés en main permettant d'assurer une livraison en gros exempte de tout défaut.
 EN
EN